

Hydraulic Pump Cavitation: What is it and How Can You Prevent it?
Featured in Muncie Power Quarterly, Issue 4, 2018
Cavitation is the second leading cause of hydraulic pump failure, behind contamination. Cavitation is a condition that can also potentially damage or compromise your hydraulic system. For this reason, understanding cavitation, its symptoms, and methods of prevention are critical to the efficiency and overall health of not just your hydraulic pump, but your hydraulic system as a whole.
Defining Cavitation
Cause and Result
Causes
- Poor plumbing
- Flow restrictions
- High oil viscosity
The product of excessive vacuum conditions created at the hydraulic pump’s inlet (supply side), cavitation is the formation and collapse of vapors within a hydraulic pump. A high vacuum creates vapor bubbles within the oil, which are carried to the discharge (pressure) side. These bubbles then collapse, thus causing cavitation.
This type of hydraulic pump failure is caused by poor plumbing, flow restrictions, or high oil viscosity; however, the leading cause of cavitation is poor plumbing. Poor plumbing is the result of incorrectly sized hose or fittings and/or an indirect (not straight or vertical) path from the pump to the tank. Flow restrictions, for example, include buildup in the strainer, or the use of an incorrect length of hose, or a valve that is not fully open. Lastly, high oil viscosity—or oil that is too viscous—will not flow easily to the pump. Oil viscosity must be appropriate for the climate and application in which the hydraulic pump is being used.
Results
- Excessive heat
- Violent implosions
- Reduced lubrication
- Friction and wear
The greatest damage caused by cavitation results from the excessive heat generated as the vapor bubbles collapse under the pressure at the pump outlet or discharge side. On the discharge side, these vapor bubbles collapse as the pressure causes the gases to return to a liquid state. The collapses of these bubbles result in violent implosions, drawing surrounding material, or debris, into the collapse. The temperature at the point of implosion can exceed 5,000° F. Keep in mind that for these implosions to happen, there must be a high vacuum at the inlet and high pressure at the outlet.
Without a pressure condition at the outlet, or discharge side, these vapors merely form voids in the oil that reduce lubrication effectiveness. This results in friction and wear, which, while seemingly mild compared to the excessive heat and violent implosions, can become detrimental over time.
Recognizing Cavitation
Sound
Cavitation is usually recognized by sound. The pump will either produce a whining sound (more milder conditions) or a rattling sound (from intense implosions) that can sound like marbles in a can. If you’re hearing either of these sounds, you first need to determine the source. Just because you hear one of these two sounds doesn’t guarantee that your hydraulic pump is the culprit.
To isolate the pump from the power take-off (PTO) to confirm the source, remove the bolts that connect the two components and detach the pump from the PTO. Next, run the PTO with no pump and see if the sound is still present. If not, it is safe to assume your hydraulic pump is the problem.
Physical Evidence
Another sign you may be experiencing cavitation is physical evidence. As part of your general maintenance, you should be inspecting and replacing the hydraulic oil filter's elements at regular intervals based on the duty cycle of the application and how often it is used. If at any time during the inspection and replacement of these elements, you find metallic debris, it could be a sign that you’re experiencing cavitation in the pump.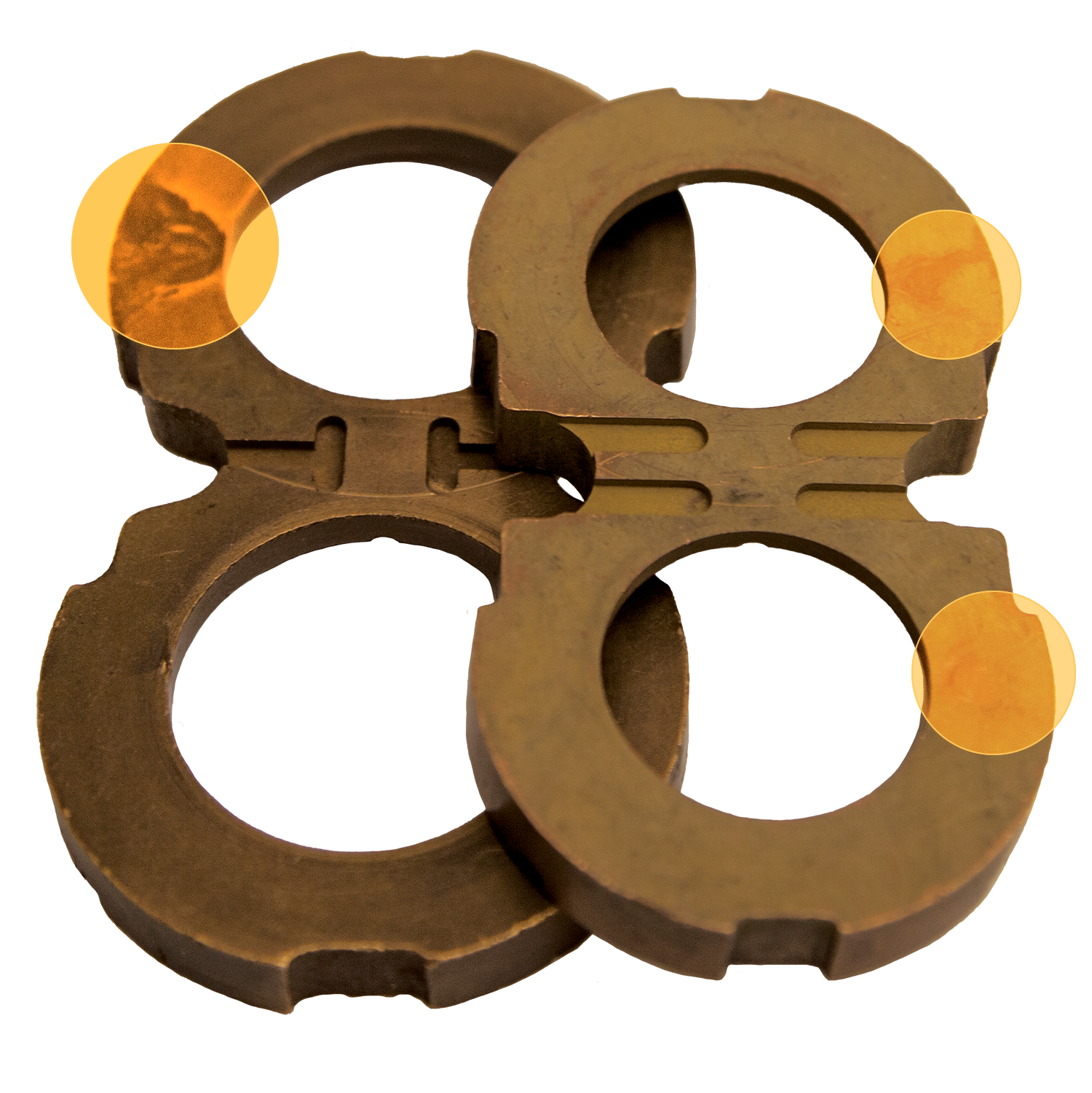
The easiest way to determine the health of your complete hydraulic circuit is to check the filter. Every system should have a hydraulic oil filter somewhere in-line. Return line filters should be plumbed in the, you guessed it, return line from the actuator back to the tank—as close to the tank as possible. As mentioned earlier, this filter will have elements that should be replaced at regular intervals. If you find metallic debris, your pump could be experiencing cavitation. You’ll then need to flush the entire system and remove the pump for inspection.
Damage
Conversely, if you’ve already determined the pump to be damaged, you should remove the filter element, cut it open, and inspect it. If you find a lot of metal, you’ll need to flush the entire system and keep an eye on the other components that may be compromised as a result.
Once cavitation has been detected within the hydraulic pump, you’ll need to determine the exact cause of cavitation. If you don’t, cavitation can result in pump failure and compromise additional components—potentially costing you your system.
Preventing Cavitation
Straight Path
Since the pump is fed via gravity and atmospheric pressure, the path between the tank and the pump should be as vertical and straight as possible. This means that the pump should be located as close to the tank as is practical, with no 90-degree fittings or unnecessary bends in the supply hose. Whenever possible, be sure to locate the tank above the pump and have the largest supply ports in the tank as well. And don't forget to ensure the tank has a proper breather cap or is pressurized (3–5 PSI), either with an air system or a pressure breather cap.
Fully Open
Be sure the supply line shut-off valve (if equipped) is fully open with no restrictions. This should be a full-flow ball valve with the same inside diameter (i.d.) as the supply hose. If feasible, locate a vacuum gauge that can be T’d into the supply line and plumb it at the pump inlet port. Activate the PTO and operate a hydraulic function while monitoring the gauge. If it reads >5 in. Hg., shut it off, and resume your inspection.
Supply Flow
If a strainer is present in the tank, inspect it and remove any gunk or buildup that may be restricting supply flow. Next, check the inlet (suction) hose for any visible layline (descriptive markings on the hose). The industry standard suction hose nomenclature will read 100R4, or possibly SAER4. This will indicate the hose has an inner bladder that’s been vulcanized to a heavy spiral wire.
A hose with an inner bladder vulcanized to a heavy spiral is designed to withstand vacuum conditions as opposed to outward pressure. The layline will also denote the size of the hose (i.d.). You can use Muncie Power’s PPC-1 hydraulic hose calculator to determine the optimal diameter for your particular application based on operating flows.
Laminar Flow
Another consideration, in regards to the inlet plumbing, is laminar flow. To reduce noise and turbulence at the pump inlet, the length of the supply hose should be at least 10 times its diameter. This means that any type of shut-off valve or strainer at the tank should be at least 10 diameters from the pump inlet. A flared, flange-style fitting at the pump inlet can also reduce pump noise by at least 50% compared to an SAE, JIC, or NPT fitting.
Proper Viscosity
Selecting the proper viscosity of hydraulic fluid for your climate and application is also critical. Oil that is too viscous will not flow as easily to the pump. Consult your local hydraulic oil supplier for help selecting the optimal fluid viscosity.
By maintaining a regular maintenance schedule, remaining vigilant for any signs or symptoms, and taking preventative measures, the good news is that you should be able to prevent cavitation and experience efficient operation for the duration of your pump’s lifespan.
Quick Tips
- More efficient and expensive pumps are more susceptible to cavitation (in this order: piston, vane, gear).
- Cavitation doesn’t necessarily mean your pump is ruined—it depends on the duration and severity.
- Effects of cavitation cannot be reversed.
- Poor plumbing is the leading cause of cavitation and can be prevented by selecting a properly sized hose, choosing the appropriate fittings, and ensuring the most direct, straight routing from the pump to the tank, etc.
- Pump cavitation is covered in the Muncie Product Application School and online training program, M-Power Tech.